A Library of Things is a membership-based borrowing library for all sorts of things. We’re attempting to collect items from a broad range of categories so that people can borrow them at a low price, every now and then, rather than paying full retail price for an item that will gather dust. This premise reduces production and end-of-life waste and provides low-cost access to items that can make our lives better – whether its caring for our homes and gardens or trying new things.
What has it to do with Lancaster Makerspace?
We received a Pots of Possibility grant from FoodFutures: Closing Loops in Autumn 2025 to start a Library of Things.
And in Spring 2026, we also received funding from Lancaster City Council in order to support the new Library, as well as developing a network of Libraries of Things in Lancaster District.
You will receive free membership (and discount at the library) if you become a member of the Makerspace!
It is now open for lending, with gardening equipment, tools, solar energy batteries, crafting supplies and games for lending. Check it out at https://bayshare.uk/. It is next door to the space, so you won’t have far to walk!
The campus Digital Studio is now available for booking for Lancaster University Students. With fast PCs and lendable technology such as single board computers, educational robots and blogging cameras, it is another great space in Lancaster for making and collaboration.
Code Clubs are free and open to all school-aged young people. They are fun and supportive places where young people learn coding at their own pace in a way that works for them.
Starting on November 16th and running every 3rd Sunday, regular code clubs will begin at Lancaster University Library. Join in the fun (And coding!)
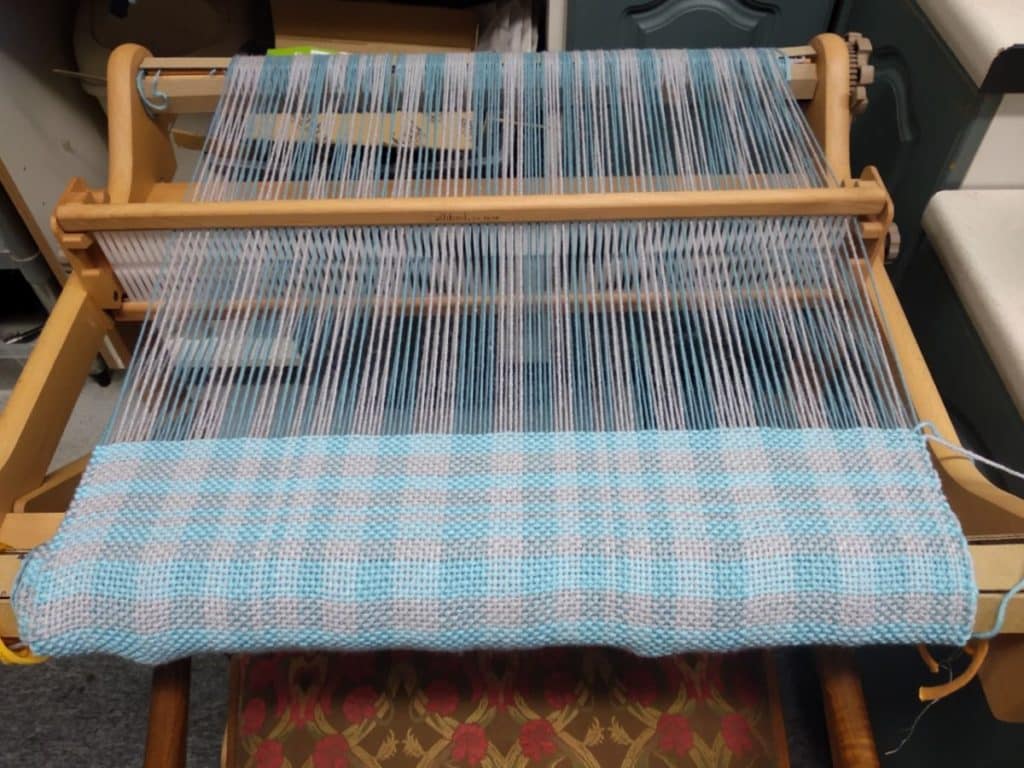
We now have a lot of looms at LAMM. The latest two where donated from 3RC, a “community” charity shop in Carnforth. The first one, a 24″ (600mm) wide rigid heddle loom, allows us to make realistic sizes of fabric, rather than just scarves (a limitation of our small old loom).
24″ Rigid Heddle Loom
Quite coincidentally, they also received a donation of an old 4-shaft table loom, in surprisingly good working condition, which they decided would be best in our care.
Loom handover, from 3RC volunteer, Candy
Once it has been cleaned up a bit, we think this prove to be a great piece of kit to help with our goal to get people weaving!
On this Easter Saturday, we joined the Friends of Lancaster Library (FoLL) to do a workshop with pyrography! Lots of people, young and old, managed to draw a Easter/spring based design onto a wooden spoon.
Even after we ran out of wooden spoons, we still had some wooden coasters for art!
We had our first hand-made Secret Santa at the end of last year. A wide variety of techniques and materials were used to make intriguing gifts! I think everyone got something very unexpected, but hopefully also something to be loved for a long time to come.
Beautiful cloth bag, chocolate truffles in map tin, screen-printed bird and solar-powered spinning mirror contraption.
Carved yew bowl
3D-printed Kaplan turbine
Thanks for the inspiration from the Good Things Collective, who have been running a similar event for a few years now. Let’s hope that this can become a regular event for us going forward!
We are starting the new year with several sessions that will offer a solid introduction to 3D printing. Each will be held from 4-6 p.m. on Sunday afternoons in January (5th, 12th, 19th, and 26th). They will be hosted at the Makerspace and will consist of small groups of 4 learners (and any parents or guardians that need to accompany younger makers)
Enthusiasts of all ages will be receiving 3D printers as a festive gift and will want to learn how to use it. Or you may have received one in the last few years and have found it difficult to use?
You even might be giving someone a printer this Christmas and want to make sure the receiver gets some expert assistance with a very welcome gift of an introductory session. See our buying recommendations.
It is getting closer to Christmas and this year’s hot present is. A 3D Printer! Children want to print amazing toys, parents want children to learn STEM skills. It is a match made in heaven.
At Lancaster and Morecambe Makers we have been asked many questions about which to buy. Here is some hopefully useful advice!
Should I buy a second-hand printer?
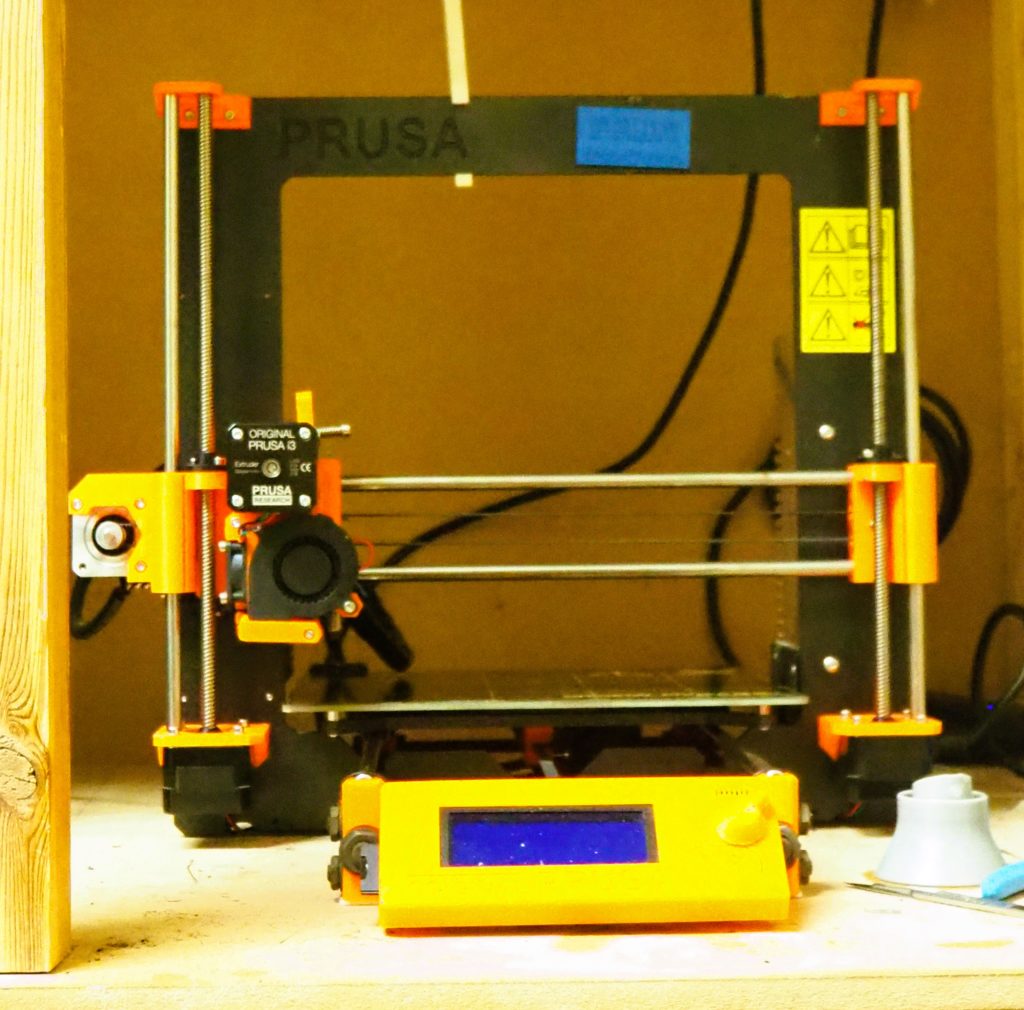
Online marketplaces such as Facebook and eBay have had a recent influx of temptingly cheap 3D printers, often 60-70 pounds and advertised as ‘Fantastic for a Christmas Gift!’. We can absolutely say do not buy these printers. They are usually older models and are being sold at a discount.
Old Prusa 3D Printer. Great for its time! Not so much in 2024. We love it, but you might not.
Why?
Older 3D printers lack features such as automatic Bed Levelling, which can make even basic 3D prints frustrating and time consuming.
Some 3D printers do not have up-to-date software, the company may have ceased trading and instead rely on the enthusiast community to provide updates, which isn’t guaranteed.
Older printers might also lack ‘Thermal Runaway’ protection, which can prevent overheating and fire.
Something to consider is also that technology has moved on, Fast! Even the cheapest new 3D printer has features such as ‘Flow Dynamics’ which only a few years ago would have been unheard of even with professional printers.
Newer printers have mobile apps and cameras, which allow children to use and monitor the printer and send prints without using the family computer.
And most importantly, older 3D printers would have seen a lot of use. A lot! Often in the 1000s of hours, and this leads to wear and damage. A used 3d printer can be extremely frustrating and often require the replacement of nozzles and the updating of software.
But what about all-in-one printers I see in adverts? They are new?
On the web, you can also see amazing all-in-one printers which are very easy to use. They offer massive libraries of models you can select from and are often very good indeed, but with a 3d Printer you want something called ‘Learning Friction’.
This is where it is very slightly difficult but not impossible to produce an object that you might want (like a cool dragon). As the learner downloads 3D Models online and adapts them to work on the 3d Printer, they learn something valuable on the way…….
Tinkercad is Awesome. We put this here just to say that Tinkercad is Awesome
It could be how to make the model stick to the heated bed, or adjust the 3D model using software to make it print quickly. They might even learn how to add extra personalisation using Tinkercad! Valuable STEM skills, and they won’t even know they are learning, just having fun with an exciting reward at the end.
So, in other words, do you want your child to have a toy or a tool?
What would we recommend as a gift?
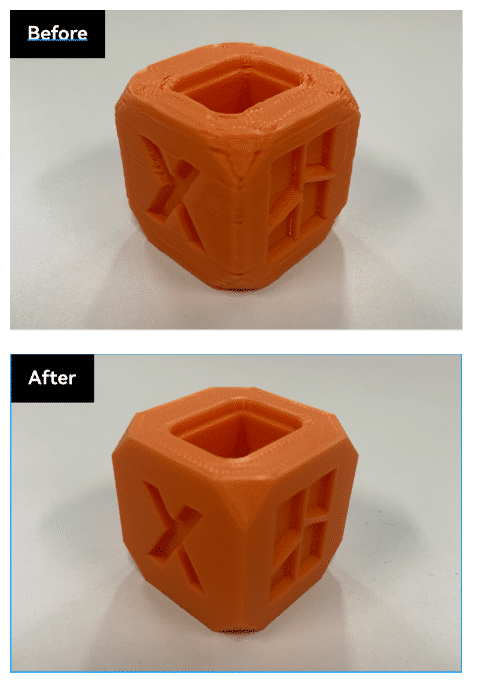
Our top recommendation at the moment for a printer that will work well, but with just enough friction to allow learning, and without too much initial frustration are models from Bambu Labs. The software is developed enough to allow semi-professional printing, yet easy enough for a child to use. The hardware is robust and they print quickly enough to finish a large model in only a few hours. You can buy from Bambu Labs, but we would recommend a UK supplier such as https://www.additive-x.com/ who can offer support and returns.
This is the cheapest beginner model. It is suitable for printing small toys, flexi toys and models, but still able to print large objects in multiple parts.
This is the larger bed size model of the A1 mini, it is very similar in functionality to the A1 Mini but with a larger bed. Use this if you want to print cosplay armour, facemasks or radio control car frames.
What else do I need?
We would recommend these additional purchases
Hardened 0.4 Hotend. Many of the most popular filaments are sparkly, or glow in the dark. These are slightly abrasive and can wear a normal nozzle. Buy an additional nozzle to swap out when the old one wears out. Note the Bambu A1 and A1 mini feature a swappable nozzle, making the replacement very easy.
Many of the most popular 3d printed objects are Multicolour. We would recommend purchasing BambuLab gradient or sparkle filament initially with your printer, as it makes your first prints easier, but still colourful. Over time you can purchase cheaper (and much more colourful) filament online. Also, if you are printing at home use only PLA filament, which is the least toxic of all 3D printing filaments.
PLA Filament can attract water, and become damp, which ruins your prints. Keep it in a sealed cereal box when not printing. If you are reading this and live in Lancashire, it is a vital purchase in our climate.
Adding desiccant to your cereal box will ensure your PLA filament stays dry, and will remove any humidity over time. You can put it in the microwave on defrost to ‘recharge’ it when wet.
What else could I get?
0.2 Nozzle. A popular use of these printers are to produce models for popular wargaming boardgames. This allows you to create fine detailed 3D prints (But with a much slower print time)
HEPA Filter. Although ‘less toxic’ than other filaments, PLA is still not completely safe. If printing in an enclosed space, a HEPA filter may help to remove any allergens or substances from the air. The safest solution is always to have an open window with airflow, and not to print in the room that you are in.
What don’t I need?
AMS. Many of the 3d printers come with an AMS system, allowing 4 separate spools of colour. These are great, however, can be very wasteful of filament and can significantly slow down the speed of 3d prints. You may wish to consider it in the future as an ‘advanced purchase’.
Heated enclosures, and dust covers. You shouldn’t enclose beginner printers as they lack onboard cooling fans and can overheat, also many of the added parts you might want are themselves 3d printable.
What if I need help?
At your local Makerspace, we have a Bambu A1 Mini printer, along with a range of other 3d Printers. We can offer advice with 3D Printing, help you solve any teething problems, and you might even want to join our vibrant maker space and meet like-minded makers! Open evenings are on Wednesday from 6.30 – 9PM.
For a few years, we’ve been helping to repair things that members and the public bring to us. Ideally, we’ve tried to teach the owner how to repair the article, letting them do all the work, but we’ve done the repairs with their help where it was too complex or dangerous to give them the necessary knowledge. We don’t have a dedicated repair event, but you can come to any of our free open meetings, 6:30-8:30 every Wednesday evening, with your broken items. You can alternatively learn to make or upcycle materials at the same meeting!
One of our volunteer experts working inside a computer
Will this cost me anything?
Repairs are nominally free, but we will accept donations to help us keep the place running.
There may be direct costs for materials, such as for 3D printing filament, or for spare parts, such as a new SSD for your laptop. If we don’t have something immediately available, we will give you a link to buy it yourself and you can bring it in to a future session.
Examples
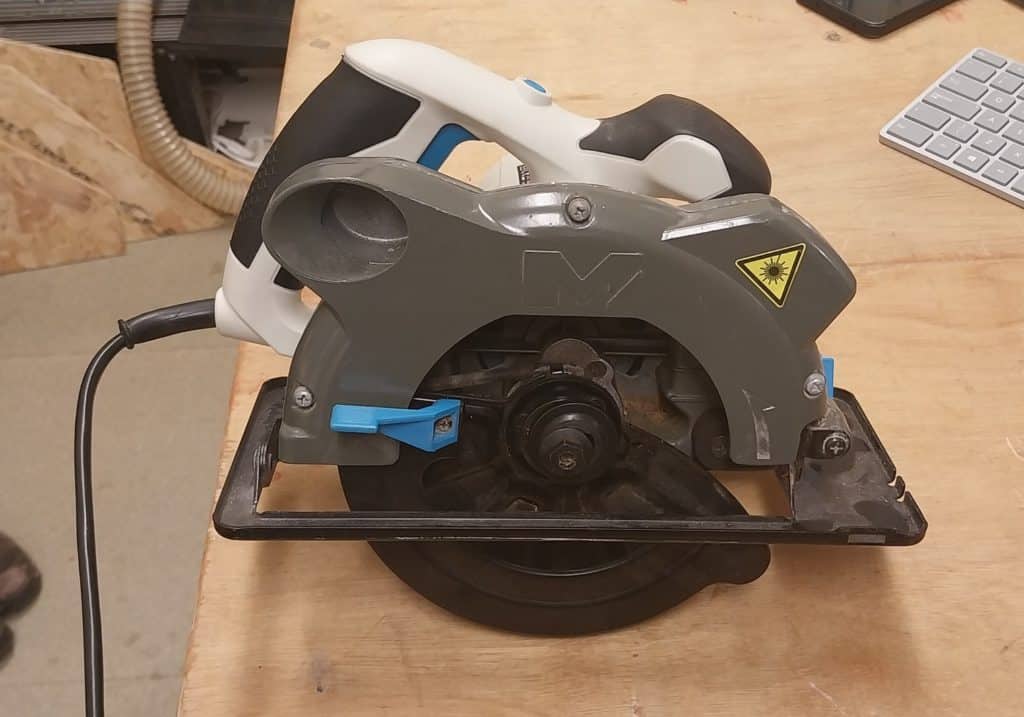
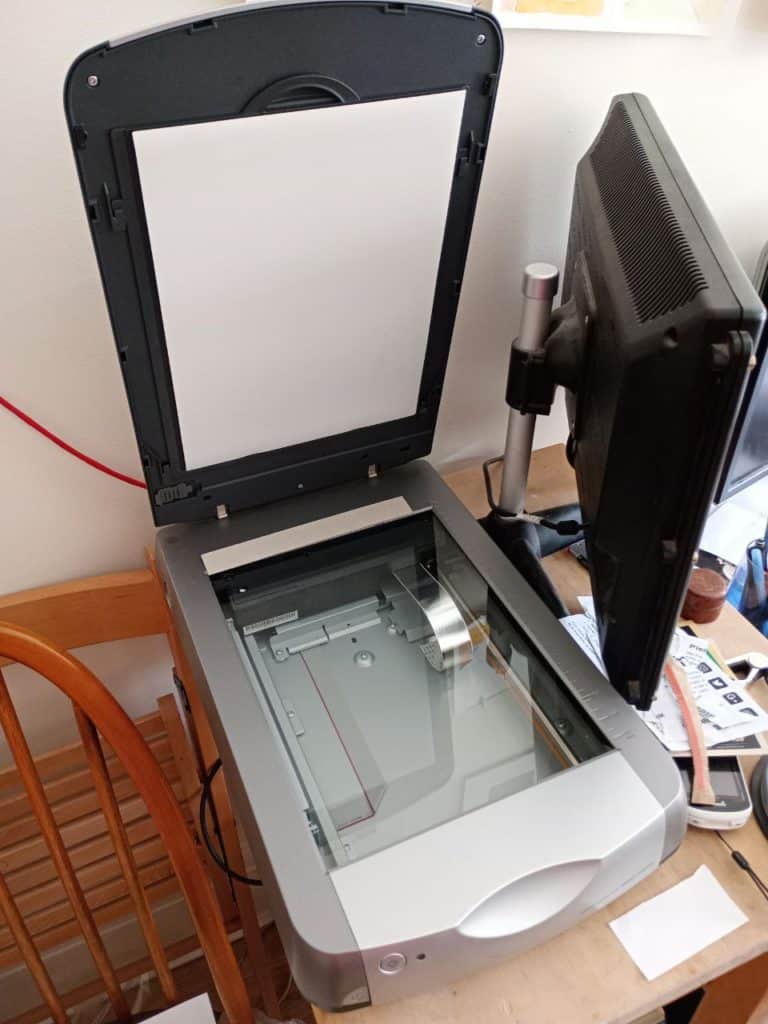
These are just some of the items that we’ve helped members of the community to repair, largely by themselves:
Bad connection inside a Bluetooth speakerNetwork drive needing a replacement discBad connection inside a circular sawScanner with a broken bracketMissing plastic trim on patio doorWooden snake from Egypt, snapped in a suitcase
Other community repair events
We can only handle so much repair volume ourselves (we are available weekly, but we only have one or two repair experts available at each meeting). On the other hand, we do operate in a dedicated workshop and have a wide range of heavy equipment, tools and storage parts, which couldn’t be easily brought to a general repair event!
Woodworking Space3D Printing and Laser Cutting
There are several other local options for you, which might suit your repairing needs better than we do:
For large pieces of furniture, we recommend contacting the Lancaster Men’s Hub. We can probably deal with smaller items like chairs and side tables, but not larger jobs like dining tables.
What about old laptops?
Separate to our Repair Shop, we also refurbish laptops and give them to other local community organisations, charities and refugee groups. Do you have an old machine taking up space in a cupboard? We gave well over 100 usable laptops to schools during COVID lockdown!